Back call








Новости микроэлектроники. Внедрение искусственного интеллекта в дефектоскопию МЭМС-производства
Хорошо отлаженные системы контроля и инспекции продукции на различных технологических стадиях играют ключевую роль в обеспечении гибкости производства, в постоянном улучшении производственных процессов и сокращении производственных потерь. В МЭМС-производстве зачастую для этих целей используется автоматизированная оптическая инспекция, результатом, которой является большое количество изображений, требующих обработки и анализа. В данной статье представлены результаты по внедрению в ООО "МАППЕР" автоматизированной системы детектирования дефектов литографии, базирующейся на программном обеспечении для обработки изображений, разработанном специально для этих целей компанией АКСАЛИТ.
21 March 2019, 13:58
Введение
На современных МЭМС-производствах повышение выхода готовой продукции является одной из приоритетных задач. Это в первую очередь достигается за счет непрерывного улучшения технологических и производственных процессов, влияющих на конечный продукт. Система управления качеством на уровне производственного процесса включает в себя следующие мероприятия:
- тщательный выбор поставщиков сырья и расходных материалов;
- входной контроль пластин;
- межпроцессный мониторинг параметров продукции;
- финальная верификация параметров продукции на предмет удовлетворения требованиям заказчика.
Межпроцессный мониторинг параметров продукции на ранних стадиях изготовления позволяет не только вовремя отбраковывать дефектные изделия, но и отправлять их на переработку. Так, наличие дефектоскопии после технологического этапа оптической литографии на МЭМС-производстве когда структура проявлена в слое фоторезиста, нанесенного на пластину, позволяет распознать критические дефекты в продукции и дает возможность снятия слоя фоторезиста и повторения шага литографии без потери пластины, а значит, и без падения уровня выхода годной продукции.
На МЭМС-производствах дефектоскопия может осуществляться на базе различных методик измерения. Одна из методик-оптическая инспекция в ручном или автоматическом режимах. Ранее [3] была предложена методика обнаружения эффектов после этапа оптической литографии с помощью автоматизированной системы оптической инспекции (АСОИ) пластин, разработана классификация дефектов литографии и описаны возможные причины их возникновения. В данной статье приведены результаты эффективного внедрения АСОИ производство МЭМС-продукции ООО "МАППЕР", которое стало возможным в том числе благодаря разработке программного обеспечения (ПО) для быстрого анализа изображений, полученных при помощи АСОИ. Особенностями ПО являются достаточно большая пропускная способность и наличие системы автоматической классификации дефектов, основанной на модели искусственной нейронной сети [4]. Для доказательства эффективности внедренной системы было проведено сравнение результатов автоматизированной системы детектирования дефектов (АСДД) и ручной оптической инспекции (АСОИ), осуществляемой операторами полупроводникового производства. Согласно результатам исследования, ручная оптическая инспекция позволяет выявлять только от 12 до 50% дефектов литографии по сравнению с АСДД.
Описание автоматизированной системы детектирования дефектов
Детальное описание технической части АСОИ было представлено в работе [3]. Подобные системы оптикой инспекции позволяют получать полное изображение поверхности пластины, на которой проявлены структуры в светочувствительном фоторезисте. Полное изображение образуется путем покадрового снятия и последующей сшивки более мелких изображений, полученных при помощи камеры с определенным полем зрения. Разрешение отдельного изображения является ограничением для размера дефекта, который система сможет зафиксировать, и задается техническими характеристиками ПЗС-матрицы камеры и объектива. Для детектирования достаточно мелких дефектов необходимо использовать оптическую систему, обеспечивающую высокое разрешение изображений, но в таком случае пропускная способность системы может оказаться неприемлемо низкой для использования в производственной линии. Поэтому при выборе АСОИ необходимо искать компромисс между этими двумя параметрами: разрешающей способностью и пропускной способностью системы. Как показано в [5], пропускная способность оптической системы уменьшается обратно пропорционально квадрату ее разрешения. На практике компромиссным решением может быть параллельное использование двух модулей в одной АСОИ: первый модуль позволяет быстрое сканирование всей поверхности пластины и получение изображений с пониженным разрешением с целью распознавания дефектов, тогда как второй модуль позволяет получать изображение с повышенным разрешением критичных зон на элементе с целью классификации дефектов.
АСДД представляет собой комплекс операций, включающий в себя получение изображений с помощью АСОИ, анализ полученных изображений и классификацию найденных дефектов в специализированном ПО, разработанном компанией АКСАЛИТ. Данное ПО обладает способностью к самообучению, встроенной базой данных дефектов и нейронной сетью для классификации найденных объектов.
Принципы распознавания дефектов и их классификации
Классификация дефектов по типам происходит после нахождения контуров дефектов на изображении. Для вычисления контуров производится сегментация объектов на изображении. Сегментация объектов на изображении реализована с помощью функции Adaptive Thresholding [6]. Функция Adaptive Thresholding преобразует исходное изображение в бинарное, где белые пиксели - часть искомых объектов, темные - фон. Для сглаживания и восстановления контуров объектов использованы морфологические функции Opening, Closing и Cutting [7]. Функция поиска контуров (преобразование бинарных масок в числовой массив) реализована с помощью алгоритма Suzuki85 [8].
После того как объект найден системой на изображении, происходит его классификация по следующим параметрам:
- "площадь контура",
- "круглый фактор формы",
- "вытянутый фактор формы",
- "суммарная площадь внутренних контуров",
- "цветность пикселей контура",
- "яркость пикселей контура",
- "средний тон пикселей контура",
- "эквивалентный кругу диаметр".
Для каждой характеристики всех объектов в системе вычисляются среднее значение, среднеквадратическое отклонение и вес. Затем нейронная сеть классифицирует найденные объекты по принципу поиска максимальной близости характеристик текущего объекта с характеристиками объектов в БД сравнением типа "каждый с каждым". При этом в базе данных объектов хранятся пары: ключ (тип объекта)- значение(характеристики).
Основные результаты АСДД
На рис.1 представлены изображения дефектов литографии, полученные АСОИ (слева) и обнаруженные описанным выше программным обеспечением (справа).
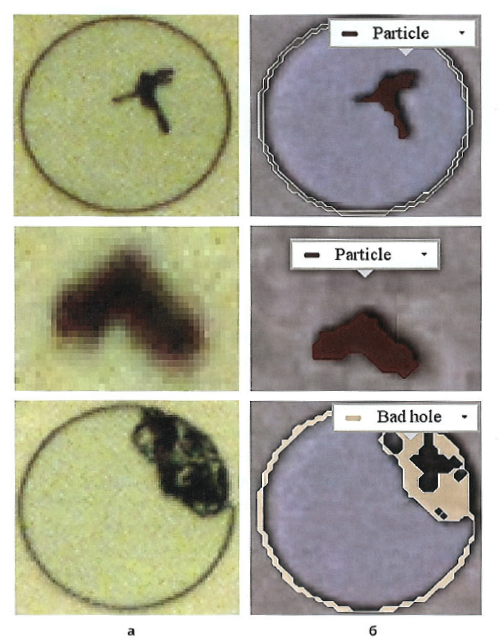
Рисунок 1. Примеры обнаружения дефектов литографии: а - оптическое изображение в светлом поле, б – результат распознавания дефектов при помощи АСДД.
Проявленное в светочувствительном фоторезисте круглое отверстие диаметром 100 микрометров содержит дефект внутри: на верхнем изображении дефект не касается границ отверстия, а на нижнем - касается. На изображении в центре - дефект располагается вне структуры в фоторезисте. Специализированное ПО анализирует полученное с помощью оптического микроскопа изображение, распознает объекты, классифицирует их согласно описанному выше алгоритму и строит сетку из треугольников, в вершинах которых находятся обнаруженные дефекты (рис.2а).
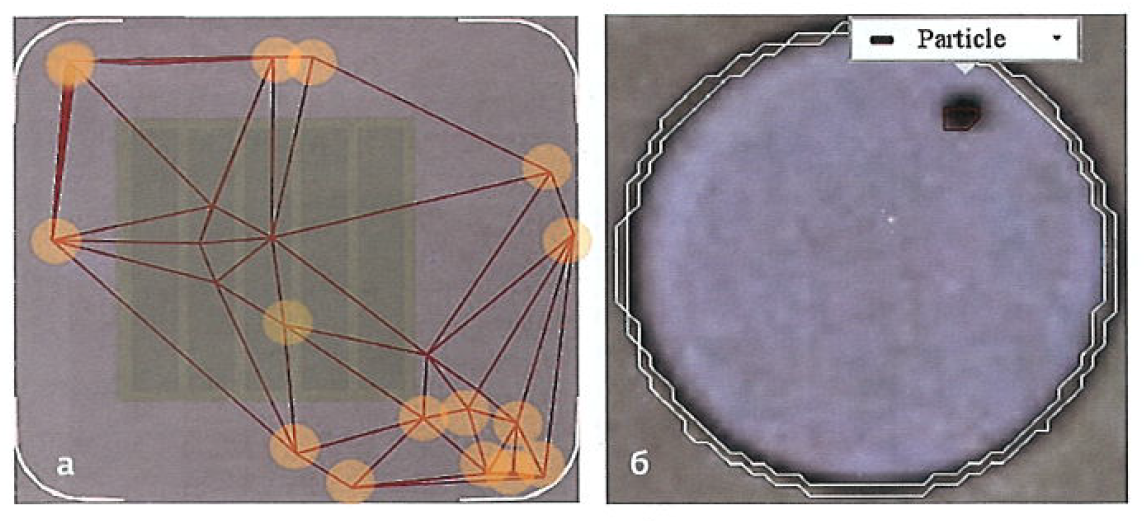
Рисунок 2. Результат распознавания дефектов литографии МЭМС - элемента при помощи АСДД. а- полная поверхность элемента. Зеленым цветом выделены структуры, относящиеся к МЭМС - элементу; красная линия соединяет позиции распознанных литографических дефектов. Оранжевым показаны дефекты, не обнаруженные оператором полупроводникового производства в ручном режиме, б - вырезка конкретного дефекта литографии, находящегося внутри структуры элемента, как пример дефекта, распознанного при помощи АСДД и не обнаруженного оператором по причине слабого оптического контраста.
Каждому типу дефектов присваивается имя согласно ранее созданной классификации, описанной в работе [3]. Подобная триангуляция позволяет визуализировать местоположение дефектов, даже если они настолько малы, что сшитое изображение всей поверхности элемента не позволяет заметить дефект глазом на таком изображении (см. пример маленького дефекта на рис.2б).
Сравнение АСДД и РОИ
Сравнение двух систем инспекции дефектов, автоматизированной системы детектирования дефектов и ручной оптической инспекции показало, что использование АСДД позволяет выявить большее количество дефектов. На рис.3 представлена диаграмма количества распознанных дефектов литографии для пяти различных элементов.
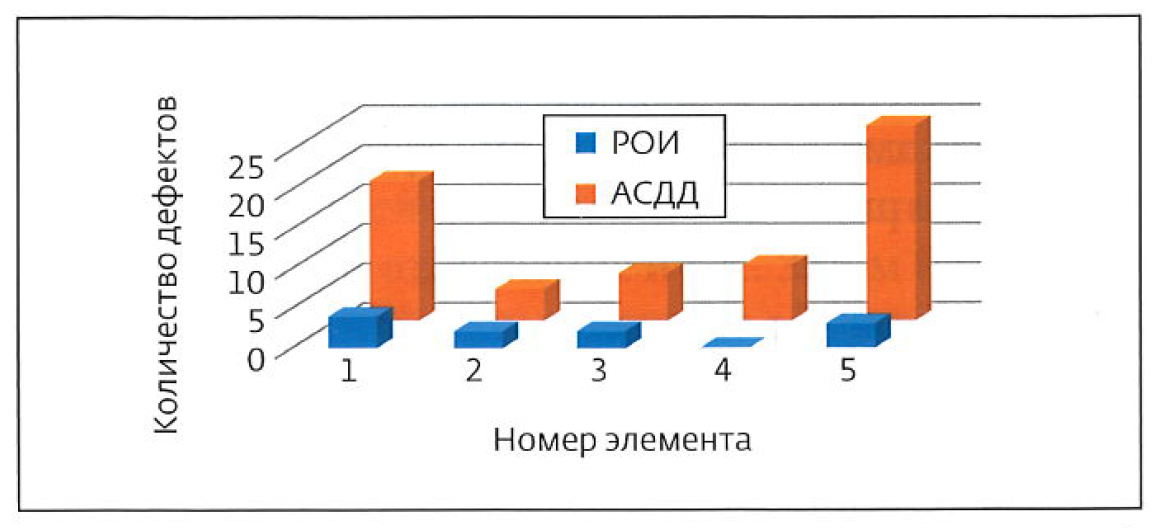
Рисунок 3. Диаграмма количества дефектов литографии, обнаруженных оператором во время проведения РОИ и при помощи АСДД.
При построении диаграммы размаха для РОИ медиана равна 22% (по отношению к количеству дефектов, найденных в АСДД). Такое различие в обнаружении дефектов обусловлено влиянием человеческого фактора. Кроме того, после РОИ необходимо провести дополнительную классификацию дефектов по типам в ручном режиме. АСДД позволяет исключить влияние человеческого фактора на нахождение дефектов и автоматически классифицировать их согласно релевантной БД дефектов. Кроме того, АСОИ дает возможность совмещать инспекцию на наличие дефектов с межпроцессным мониторингом параметров процесса. В результате это приводит к минимизации количества манипуляций над пластиной. Проведенные тесты показали, что время, затраченное на АСДД и РОИ, примерно одинаково. В табл.1 приведено полное сравнение ручной оптической и автоматической инспекций на основе всех вышеописанных фактов.
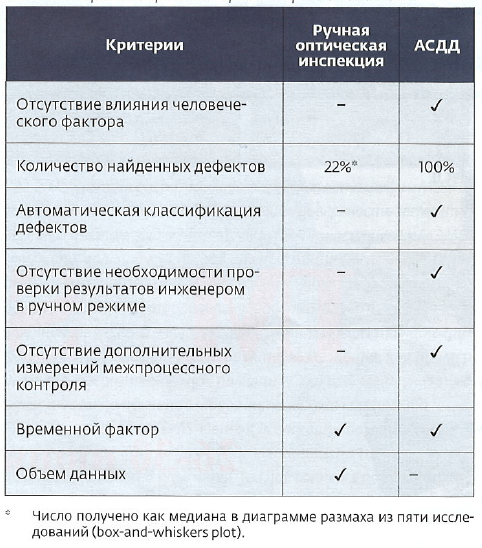
Таблица 1. Сравнение ручной оптической инспекции и АСДД.
Стоит обратить внимание на то, что АСДД генерирует достаточно большое количество данных в процессе нахождения дефектов.
Заключение
Внедрение в производственный процесс представленной в статье автоматизированной системы детектирования дефектов позволило повысить вероятность обнаружения дефектов литографии в несколько раз по сравнению с ручной оптической инспекцией, выполняемой операторами полупроводникового производства после этапа оптической литографии. Способность программного обеспечения к автоматической классификации дефектов позволила создать базу данных дефектов литографии, которые распознаются системой и классифицируются по восьми основным признакам. Таким образом, подобная система обнаружения дефектов литографии позволяет не пропустить элемент с критическим дефектом на следующий технологический этап и переработать его без значительных потерь, что приводит к сокращению производственного брака на финальных этапах производства изделия и, как следствие, к уменьшению издержек производства. Более того, классификация дефектов позволяет выявить отклонения в технологических процессах и своевременно принять эффективные меры к их устранению, что существенно сокращает время простоя производственной линии.
Использованная литература
- Bruning J.H. Optical Lithography: 40 years and holding// Proc. SPIE. 2007. Vol. 6520. P. 652004.
- Levinson H.J. Principles of Lithography // 3-rd edition. SPIE Press, 2010. 506 p.
- Заблоцкая Е.Ю., Род И.А., Таренкин А.И., Казачков А.О., Шамирян Д.Г. Автоматизированная инспекция дефектов литографии как метод контроля качества МЭМС-элементов // НАНО- И МИКРОСИСТЕМНАЯ ТЕХНИКА. 2017. Т. 19. №10. С. 605-613.
- Компания АКСАЛИТ "Нейронная сеть в программном обеспечении AXALIT".
- Kazmiruk V.V., Barabanenkov M.Yu. Optimization of e-beam Systems for Wafer Defect Inspection and for Die-to-Database Verification // ESC Transactions. 209. V. 23. Is.1. PP. 43-52.
- Francis H.Y. Chan F.K. Lam, and Hui Zhu Adaptive thresholding by variational method // IEEE Transactions on Image Processing 7, 3 (March) 1998, 468-473.
- Gonzales R.C., Woods R.E. Digital image processing // Boston, MA Addison-Wesley, 2001. 823 p.
- Suzuki S. and Abe K. Topological Structural Analysis of Digitizer Binary Images by Border Following // CVGIP 30 1, 1985, pp 32-46.
Источник
Научно-технический журнал "Наноиндустрия", том 11 №7-8 (86) 2018.
News

31 August, 2023 г.
25 августа в Екатеринбурге состоялась торжественная

24 July, 2023 г.
С 24 по 28 июля пройдет голосование в номинации "

04 July, 2023 г.
Принимаем заявки до 21 июля 2023 г.
Успевайте принять
Video
44:20
Анализ металлов и их экспертиза Неметаллические включения - часть 2 На вебинаре мы провели экспертизу включений на оптическом и

57:42
Вторая лекция «Анализ металлов и их экспертиза. Неметаллические включения» затронула вопросы неметаллических включений и их

51:50
Первая лекция затронула вопросы проведения исследований металлов с помощью стереомикроскопов.
Изученный материал:
- Применение