Обратный звонок









Подготовка образца для металлографического анализа. Шлифовка-полировка
Пробоподготовка - комплекс мероприятий подготовки металлического образца для оптических исследований. Один из важных этапов комплекса - это шлифовка-полировка образца на специализированном оборудовании для пробоподготовки.
19 декабря 2017, 12:58

Металлографические исследования - это система комплексных испытаний и анализов над микро- и макроструктурой металлических материалов. Это классический способ исследования металлов, который начинается с подготовки образцов и заканчивается выводом аналитических результатов о структуре материала.
Любой металлографический анализ включает в себя четыре этапа:
- Пробоотбор
- Пробоподготовка
- Металлографический анализ
- Статистическая обработка результатов анализа.
В данной статье рассмотрим процедуру пробоподготовки для металлографического анализа на примере образца из чугуна (рис.1).

Рисунок.1 Исследуемый образец. Материал чугун.
Продемонстрируем процесс подготовки исследуемого образца на ручном шлифовально-полировочном станке МР-100S от компании MTDI (Корея) (рис.2).

Рисунок.2 Ручной шлифовально-полировочный станок МР-100S MTDI (Корея).
Металлографический анализ всегда начинается с проотбора. На металлорежущем станке серии МА-100E компании MTDI (Корея) осуществляется отбор пробы твердого металла (рис.3).

Рисунок 3. Автоматический отрезной станок MA-100E (Корея).
Так как структура металла может быть неоднородной проотбор производится в наиболее характерных зонах металлопродукции по правилам, установленными соответствующими стандартами. Во время пробоотбора необходимо соблюдать меры, предохраняющие образцы от нагрева. В противном случае это может привести к изменению структуры и свойств образца.
После получения плоской поверхности образца (рис.1) при отрезки и заторцовки переходим к этапу пробоподготовки. Стандартная пробоподготовка включает в себя комплекс мероприятий при подготовке образцов для оптических исследований:
- Шлифование
- Полировка
Благодаря сменным абразивным кругам с различной степенью зернистости абразивных материалов, начиная с 180 заканчивая 2500 (рис.4) ручной шлифовально-полировочный станок МР-100S предназначен для работы с любым материалом.

Рисунок 4. Абразивные круги для шлифовально-полировчного станка МР-100S.
Шлифование
Шлифование - это механическая обработка металлического образца, при которой устраняются неровности перед полированием.
Процесс шлифовки начинается со снятия противобрызгового и крепежного кольца для шлифовальной бумаги. Для сглаживания поверхности чугунного образца был выбран и установлен шлифовальный круг с зернистостью 180.
В процессе шлифования металл может нагреваться, меняя изначальную структуры. Поэтому необходимо обеспечить доступ охлаждающей жидкости (в нашем случае это вода) на шлифовальный круг в течении всего рабочего процесса на станке (рис.5).
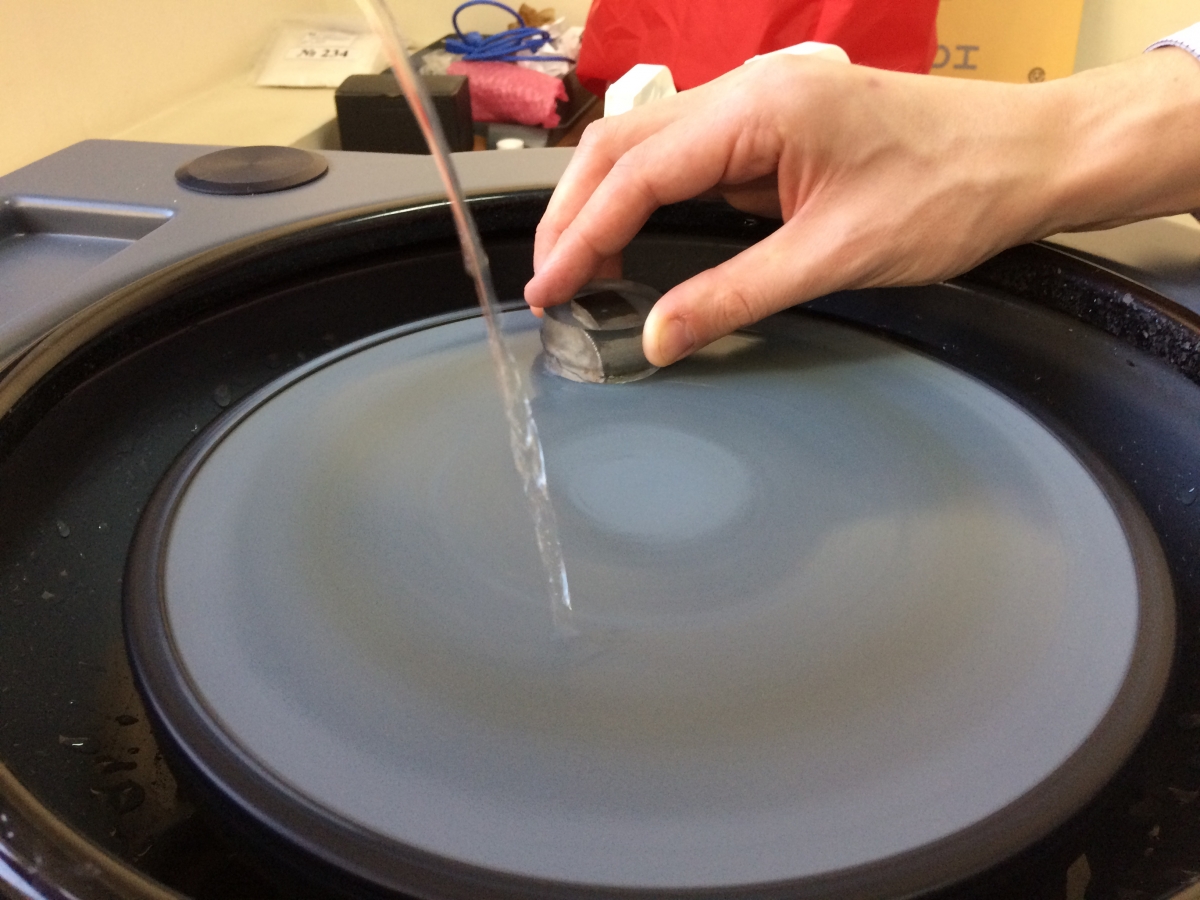
Рисунок 5. Подача охлаждающей жидкости на шлифовальный круг в течении
На шлифовально-полировочном станке МР-100S скорость работы варьируется от 50 до 500 оборотов в минуту (рис.6). Выбор скорости и времени шлифования зависят от исследуемого образца и поставленных задач.

Рисунок 6. Дисплей ручного шлифовально-полировочного станка МР-100S.
В начале шлифования рекомендуем перемещать образец от центра к краю. Данная операция выполняется с целью удаления воздуха между шлифовальной бумагой и диском (рис.7).

Рисунок 7. Смеха расположения образца на шлифовально-полировочный станок МР-100S.
Затем образец следует удерживать на одном месте, чтобы все риски на его поверхности были параллельны.
После удаления видимых царапин и неровностей переходим на бумагу со следующей номером абразива (в нашем случае 400). При этом направление шлифования образца изменяем на 90о.
Повторяем процедуру с образцом на более мелкой шлифовальной бумаге (800) до удаления всех царапин (рис.8).
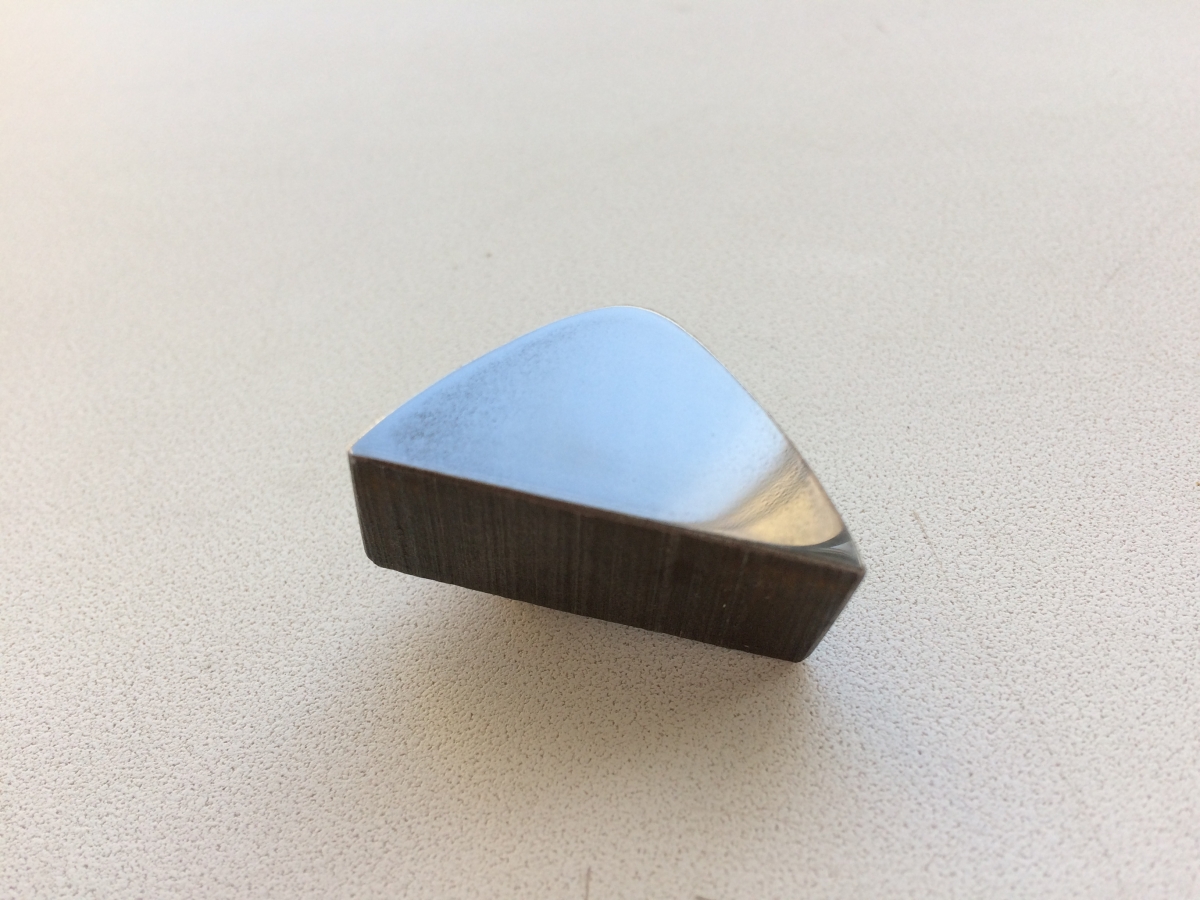
Рисунок 8. Отшлифованный образец чугуна.
Полирование
Полирование - это финиш механической обработки материалов при помощи мелких абразивов. Основной сутью полирования является придание поверхности испытуемых образцов мельчайшей шероховатости и зеркального блеска.
Для смены шлифовального круга на полировочное сукно необходимо снять противобрызговое и крепежное кольца и совершить замену.
Перед началом полировки на сукно наносится алмазная суспензия 3 мкм (рис.9).

Рисуно 9. Нанесение алмазной суспензии на полировочное сукно.
Скорость вращения круга составляет 400-500 об/мин. Полировочный круг должен быть достаточно влажным. Полирование считается законченным, когда на образце получается зеркальная гладкая поверхность (рис.10).
 Рисунок 10. Отполированный чугунный образец, готовый к дальнейшим металлографическим исследованиям.
Рисунок 10. Отполированный чугунный образец, готовый к дальнейшим металлографическим исследованиям.
Новости
09 июня, 2026 г.
Компания АКСАЛИТ приняла участие в XX Международной

28 мая, 2026 г.
27 мая в Москве состоялась четырнадцатая конференция «
25 мая, 2026 г.
17 июня в 12:00 (Мск) состоится закрытый онлайн-
Видео
44:20
Анализ металлов и их экспертиза Неметаллические включения - часть 2 На вебинаре мы провели экспертизу включений на оптическом и

57:42
Вторая лекция «Анализ металлов и их экспертиза. Неметаллические включения» затронула вопросы неметаллических включений и их

51:50
Первая лекция затронула вопросы проведения исследований металлов с помощью стереомикроскопов.
Изученный материал:
- Применение