Обратный звонок









Супергидрофобное покрытие вольфрама
Исследование текстурированной поверхности вольфрама с супергидрофобным покрытием, сравнение результатов. Преимущества вольфрама с покрытием, нюансы обработки и наблюдения. Статья на основе научной работы участников премии Аксалит 2023.
13 декабря 2023, 13:56
Исследователи разработали серию супергидрофобных покрытий для вольфрама и провели эксперименты с поверхностями, чтобы повысить качество материала. Без покрытий вольфрам быстро окисляется и поверхностные оксиды легко взаимодействуют с водой, приводя к коррозии и другим эффектам, снижающим механические свойства. Супергидрофобные покрытия приводят к тому, что материалы практически не обрастают льдом на морозах, хуже поддаются обрастанию морскими микроорганизмами, на них хуже закрепляются бактерии. Это важно, например, для медицинского оборудования и режущих инструментов.
Исследование
Для исследования взяли пластину промышленного вольфрама (W > 99,95%) толщиной 0,5 мм и размером 15×20 мм2 и сделали на ней лазером борозды. Лазером провели 5 раз со скоростью сканирования 100 мм/с и плотности линии сканирования 12,5 мм-1. На полученную текстурированную поверхность нанесли гидрофобизатор — органическое фторсилоксановое соединение и исследовали свойства вольфрама с покрытием. На рисунке ниже показано оптическое изображение капли на подложке и график изменения углов смачивания (синий) и скатывания (красный) после абразивной обработки.
«В течение первого часа абразивной обработки песком угол смачивания уменьшился до ~166°, но затем ухудшение замедлилось, и после 10 часов осциллирующей абразивной нагрузки угол смачивания уменьшился только до 157°, а угол скатывания увеличился до 15°. Таким образом, образец сохранил супергидрофобные свойства, хотя и несколько деградировал.»
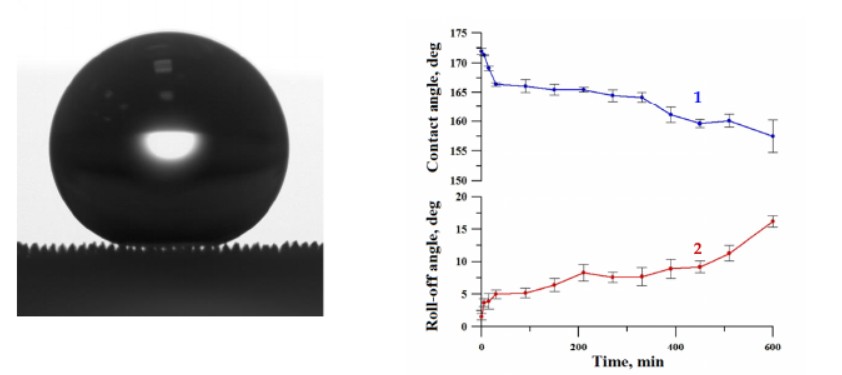
Капля воды и изменение углов смачивания и скатывания при обработке абразивом до 10 часов.
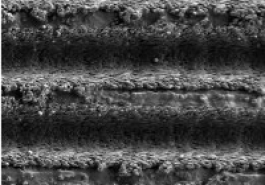
Анализ РЭМ-изображений образцов вольфрама показывает, что при помещении образца на электронную пластину, нагретую до 500°С, детали текстуры поверхности увеличиваются: траншеи глубже, вылетающие микрочастицы больше. На образце, по которому лазер прошелся 5 раз (c1–c2), элементы текстуры увеличились, вдоль гребней образовались микробугорки. Из-за большого количества трещин микроструктура стала более рыхлой.
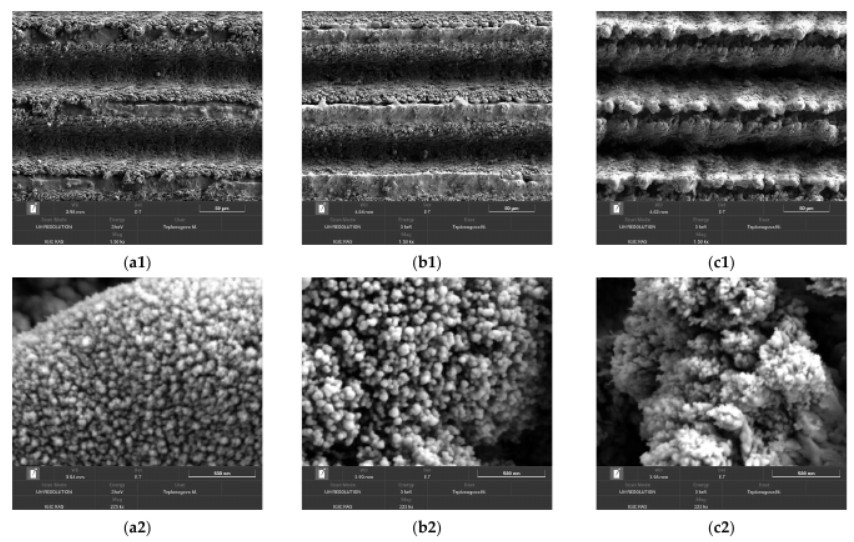
РЭМ-изображения полученных поверхностных текстур при двух различных увеличениях. Масштабные линейки: 50 мкм (a1 - c1) и 500 нм (a2 - c2)
Подробнее о снимках:
a1, a2 — обработка вольфрама лазерным лучом при комнатной температуре;
b1, b2 — обработка лазером при нагреве образца на электроплите температурой 500°С;
c1, c2 — обработка лазером 5 раз при нагреве на электроплите температурой 500°С.
После абразивной обработки и анализа поверхности изучали износостойкость вольфрама, устойчивость к истиранию и как металл будет работать в различных условиях. Для этого обрабатывали полученную текстурированную гидрофобизированную пластинку вольфрама осциллирующим и падающим песком. После обработки изучали морфологию и гидрофобные свойства, пытались понять, за счет чего при определенных параметрах лазерной обработки удалось достичь высокой стойкости материала к износу.
Результаты
Электронная микроскопия помогла разобраться с тем, что обработка в условиях нагрева до 500°С и 5-кратная проходка лазерным лучом позволяет распыляемому в процессе лазерной абляции вольфраму заново привариваться к уже немного остывшей поверхности. Приварившийся вольфрам оказывается более стойким к износу. При испытанных режимах создали прочное супергидрофобное покрытие, которое имеет угол смачивания 172,1 ± 0,5° и угол скатывания 1,5 ± 0,4° и сохраняет высокие супергидрофобные свойства, будучи подвергнуто:
- осциллирующему песчаному истиранию в течение 10 ч;
- воздействию насыщенных паров воды в течение 24 ч;
- кавитационной эрозии;
- непрерывному контакту с каплями воды в течение 50 ч;
- нескольким циклам воздействия падающего песка.
Новости
09 июня, 2026 г.
Компания АКСАЛИТ приняла участие в XX Международной

28 мая, 2026 г.
27 мая в Москве состоялась четырнадцатая конференция «
25 мая, 2026 г.
17 июня в 12:00 (Мск) состоится закрытый онлайн-
Видео
44:20
Анализ металлов и их экспертиза Неметаллические включения - часть 2 На вебинаре мы провели экспертизу включений на оптическом и

57:42
Вторая лекция «Анализ металлов и их экспертиза. Неметаллические включения» затронула вопросы неметаллических включений и их

51:50
Первая лекция затронула вопросы проведения исследований металлов с помощью стереомикроскопов.
Изученный материал:
- Применение