Back call








Роль микроскопии в очистке отходов
В статье рассказываем, как микроскопия помогает в отчистке отходов, и что с её помощью удалось определить участнику премии Аксалит 2023.
15 November 2023, 07:03
Вода, которая бежит из крана, берется из двух источников: поверхностного и подземного. Крупные города с населением более 5–10 тысяч человек работают по бинарной схеме, когда вода поступает из обоих источников. Учитывая, что реки и озёра истощаются и загрязняются из года в год, всё большая доля уходит на подземные воды. Без очистки их пить нельзя, всегда есть излишняя минерализация.
Чтобы исключить минерализацию, воду пропускают через фильтры. Со временем фильтры засоряются, и их очищают от грязи. Вода, которой промывали фильтры, и в которой теперь содержатся частицы минералов и осадки, называется промывной. Вместо утилизации выгоднее извлекать из неё минералы в виде порошка и использовать его в производстве.
Например, на территории всей западно-сибирской равнины — это ХМАО, ЯНАО, Тюменская область, Томск — промывные воды содержат до 170–210 мг/дм железа, практически чистая ржавчина. И это не предел. Есть источники, где 97% компонента в отходе — это ржавчина в виде лимонита, гематита и магемита. Такие отходы выгоднее использовать для добычи порошка металлов и минералов, нежели утилизировать.
Существуют готовые инженерные решения, как из промывных вод получить концентрированную грязь и порошок. Задача исследования — получить как можно более качественное сырье и сделать выгодной конечную утилизацию.
Микроскопия помогает определить выгодный способ обработки материалов
Чтобы выяснить, какой способ обработки и добычи сырья наиболее выгоден, провели испытания: час выдерживали образец в температурах 400–600°С и исследовали гранулометрический состав образцов.
Осадок СОПВ 1 час восстанавливался в среде монооксида углерода при температурах 400–600°С. Затем частицы в течение 1 часа обрабатывались ультразвуком и измельчались в порошок. Гарнуметаллический состав части смотрели на электронном микроскопе.
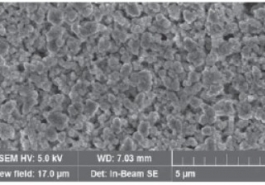
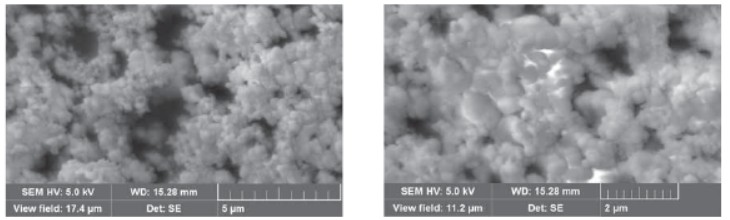
На рисунке ниже — снимок исходного образца для сравнения с результатами после термообработки и диспергирования.
Микрография исходного образца.
Автор: Максимов Л.И.
На микрографии образца, обработанного при 400°С, видны квазисферические частицы, подверженные слипанию. Помол таких частиц будет неравномерным.
Микрография осадка, обработанного при 400°С.
Автор: Максимов Л.И.
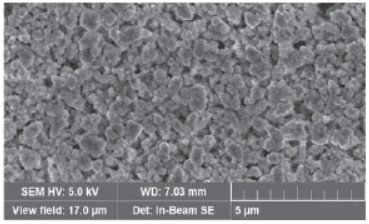
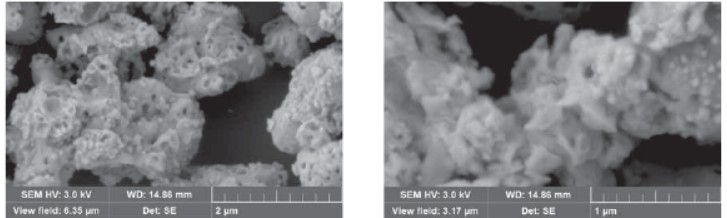
На фотографии ниже — образцы, обработанные при 450°С в среде монооксида углерода. Частицы имеют сферическую форму, низкий уровень слипания, почти отсутствует открытая пористость. На основе таких частиц получится оптимальный порошок.
Микрография осадка, обработанного при 450°С.
Автор: Максимов Л.И.
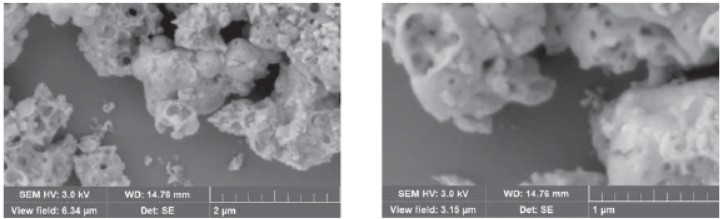
В образцах, обработанные при 500°С, частицы активно слипаются, а некоторые — сплавляются. При помоле это может привести к потере сферической формы и приобретении осколочной.
Микрография осадка, обработанного при 500°С.
Автор: Максимов Л.И.
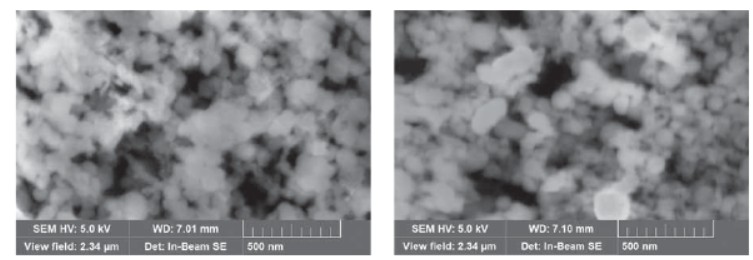
Увеличив температуру обработки еще до 550°С, видно, что частицы сильнее сплавляются, появляются сколы и открытая пористость.
Микрография осадка, обработанного при 550°С.
Автор: Максимов Л.И.
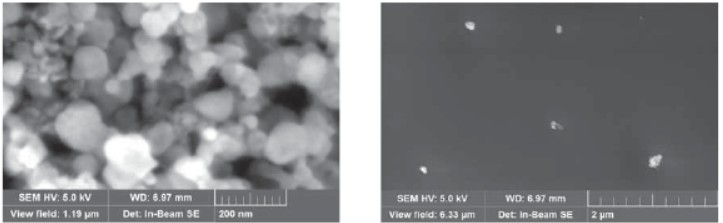
На 600°С частицы слиплись друг с другом, а открытые поры засорились и закупорились. Это повышает хрупкость сырья, снижает его качество и ценность.
Микрография осадка, обработанного при 600°С.
Автор: Максимов Л.И.
Авторы работы высказали предположение, что при более высоких температурах частицы вернутся к сферической структуре, но сохранится кольматация пор. Но некоторые частицы такого порошка будут крупнее и не получится сохранить наноразмерную структуру, а это важно для качества сырья.
Таблица результатов гранулометрического анализа
| Номер образца/ температура обработки | Визуально наблюдаемая фракция, мкм | |||
| d10 | d50 | d80 | d90 | |
| №1 — 400°С | 0,1 | 0,16 | 0,22 | 0,25 |
| №2 — 450°С | 0,04 | 0,12 | 0,18 | 0,2 |
| №3 — 500°С | 0,4 | 0,6 | 0,05 | 1,2 |
| №4 — 550°С | 0,6 | 1,2 | 1,7 | 2,8 |
| №5 — 600°С | 0,9 | 2,1 | 4,5 | 5,3 |
Как итог, самая оптимальная температура обработки — 450°С, потому что частицы осадка не сплавляются и сохраняют сферическую форму, что важно, например, для катализаторов селективного осаждения сероводорода, аккумуляторов. По словам одного из авторов исследования, из 1 тонны осадков, в котором 60% — это оксид железа, получается от 450 до 700 кг железного порошка.
News

31 August, 2023 г.
25 августа в Екатеринбурге состоялась торжественная

24 July, 2023 г.
С 24 по 28 июля пройдет голосование в номинации "

04 July, 2023 г.
Принимаем заявки до 21 июля 2023 г.
Успевайте принять
Video
44:20
Анализ металлов и их экспертиза Неметаллические включения - часть 2 На вебинаре мы провели экспертизу включений на оптическом и

57:42
Вторая лекция «Анализ металлов и их экспертиза. Неметаллические включения» затронула вопросы неметаллических включений и их

51:50
Первая лекция затронула вопросы проведения исследований металлов с помощью стереомикроскопов.
Изученный материал:
- Применение